

When a bridge part is needed before tooling is ready, the process choice affects more than unit cost. In CNC machining vs injection molding for bridge production, the real question is how fast you need functional parts, how stable the design is, and what level of repeatability the next phase demands.
Bridge production sits in the awkward but common space between prototyping and mass production. You may need tens, hundreds, or a few thousand parts to support pilot builds, validation testing, early market launch, or supply continuity while permanent tooling is being approved. At that stage, a poor process choice can add weeks, increase revision cost, or lock the team into unnecessary tooling spend.
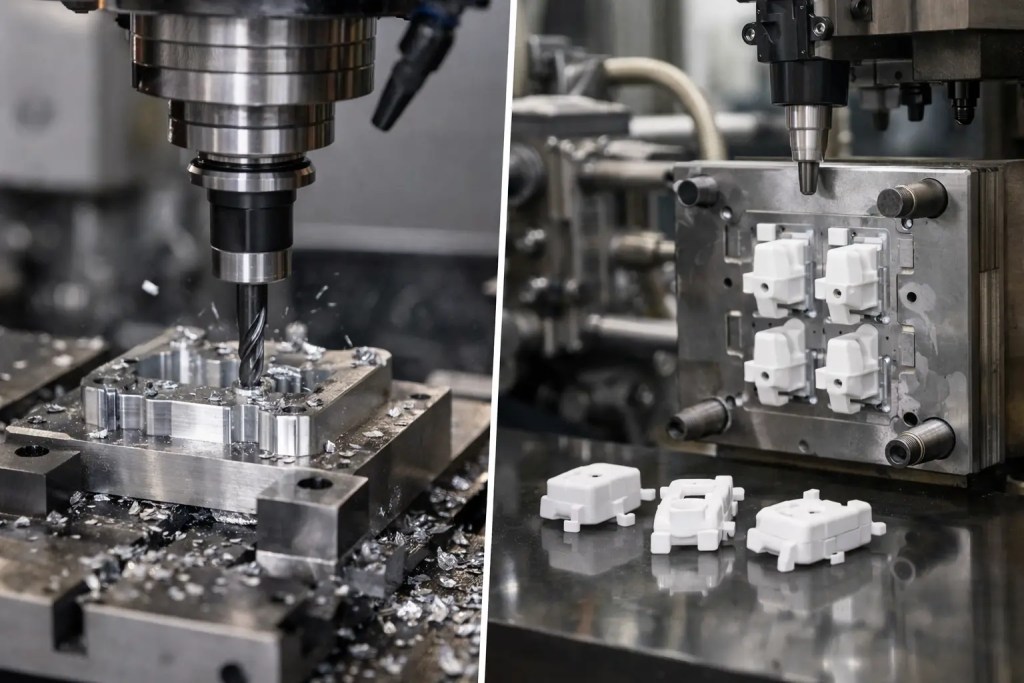
CNC machining vs injection molding for bridge production: the core trade-off
CNC machining is usually the faster decision when geometry is still moving and part volumes are moderate. It works from digital files without dedicated molds, so engineering teams can release parts as soon as the CAD is frozen for the current revision. If a feature changes next week, the update is typically a programming and setup issue rather than a tooling remake.
Injection molding shifts the economics in a different direction. Once a mold exists, per-part cost drops sharply, cycle time is short, and output becomes more consistent at scale. The issue for bridge production is that the mold itself takes time and money. If the part design is still evolving, that up-front commitment can become the most expensive part of the program.
That is why this is rarely a simple material or geometry decision. It is a timing decision tied to validation status, demand uncertainty, procurement pressure, and the cost of being late.
When CNC machining makes more sense
CNC machining is well suited to bridge production when the part is structurally demanding, the geometry can be cut efficiently, and the forecast volume is not yet high enough to justify a mold. It is especially useful for housings, brackets, fixtures, metal inserts, and engineering plastic components where tolerances and material performance matter more than cosmetic throughput.
For early production ramps, CNC gives teams control. Parts can be made from production-grade materials such as aluminum, stainless steel, acetal, nylon, PEEK, or ABS-like machinable plastics, depending on application needs. That matters when validation data must reflect real mechanical behavior rather than prototype substitutes.
Lead time is another advantage. Without mold fabrication, parts can move from approved CAD to production quickly. For bridge programs supporting qualification builds or urgent replacement demand, this often outweighs the higher unit price.
The trade-off is straightforward. CNC removes tooling cost but keeps piece-part cost relatively high because every part consumes machine time. Complex geometries, deep pockets, undercuts, or thin-wall features can further increase cycle time and cost. At higher volumes, that becomes difficult to defend against molding economics.
Design flexibility during bridge runs
This is where CNC often wins decisively. If you are still adjusting hole positions, wall thickness, sealing faces, or mounting interfaces, CNC is forgiving. Revision control is cleaner, scrap risk is lower, and you avoid tying bridge production to a tool that may be obsolete after first-article feedback.
For engineering teams running pilot assemblies, that flexibility is practical rather than theoretical. The cost of one tooling change can cover multiple CNC batches while the design stabilizes.
When injection molding makes more sense
Injection molding becomes the better bridge production process when demand is clear, geometry is stable, and the bridge period is long enough to amortize tooling. This often happens when a product has passed most validation gates, customer demand is visible, and the team needs parts that closely resemble full-scale production output.
Molding is particularly strong for plastic parts with moderate to high quantities, repeatable wall sections, and aesthetic requirements. Surface finish, texture consistency, and production-like appearance are generally better than machined plastic parts for consumer-facing components and finished enclosures.
It also helps when supply planning matters more than revision agility. Once the tool is validated, molded parts are easier to scale, cycle times are predictable, and procurement can model cost with more confidence.
The constraint, again, is commitment. Tooling lead time can make injection molding a poor fit for urgent bridge demand. And if the design changes after tool release, the impact can range from minor rework to a full mold remake depending on the feature.
Soft tooling and bridge volumes
Not every molding decision means hardened steel production tooling. For bridge programs, aluminum tools or other lower-life tooling approaches can reduce cost and shorten lead time. That makes injection molding viable at lower volumes than many teams assume.
Still, the design must be mature enough to justify the move. A lower-cost tool is still a tool, and the economics only work if revision risk is under control.
Cost is not just unit price
Teams often compare machining and molding by quoting cost per part, but bridge production rarely behaves that cleanly. Total cost includes tooling, setup, programming, revision changes, scrap exposure, inspection requirements, and the financial impact of delays.
CNC machining has a favorable cost profile when you need parts immediately and expect engineering changes. You pay more per unit, but you preserve optionality. That can be the cheaper decision if avoiding one tooling change saves several weeks and thousands of dollars.
Injection molding has the stronger cost curve once quantity rises and the design settles. After tooling is absorbed, each additional part becomes inexpensive relative to machining. If the bridge run is substantial or likely to extend beyond the original forecast, molding can quickly overtake CNC on total program cost.
The break-even point varies widely based on part size, material, geometry, tolerance, and tool complexity. There is no universal threshold. A small, simple plastic part may justify molding sooner than a large, heavily machined component ever would.
Tolerances, materials, and part performance
Process selection should also reflect functional requirements, not just volume. CNC machining is often the safer route for tight tolerances, critical datum relationships, and structural metal parts. It offers strong control over machined features and can support demanding fit requirements when process planning and inspection are handled correctly.
Injection molding performs well for repeatable plastic production, but designers need to account for shrink, draft, gate location, and warpage behavior. Those are manageable in a mature DFM workflow, but they do affect how dimensions are achieved and controlled.
Material choice may decide the process before volume does. If the bridge part needs aluminum or stainless steel in end-use form, CNC is the natural option. If the requirement is a production thermoplastic with the exact resin family planned for launch, injection molding may better represent final-use conditions, assuming the design is ready.
Lead time and supply chain risk
Bridge production usually exists because time is already under pressure. A product launch is near, testing consumed schedule margin, or supply needs to continue while permanent capacity catches up. In those cases, the fastest manufacturable path often has more value than the lowest theoretical unit cost.
CNC machining reduces dependency on tool fabrication and tool qualification. That lowers schedule risk early. It also distributes risk differently because revisions do not automatically stop the program.
Injection molding can reduce supply risk later, once the tool is validated and output needs to ramp. For longer bridge windows or staged launches, it may be the more stable option. The key is matching the process to where the program actually is, not where the team hopes it will be in six weeks.
A practical way to decide
If the design is still changing, the schedule is tight, and quantities are moderate, CNC is usually the better bridge process. If the geometry is frozen, cosmetic consistency matters, and volume is high enough to justify tooling, injection molding starts to make operational sense.
Some programs use both. CNC covers immediate demand and qualification builds, then injection molding takes over once the design and demand profile are confirmed. For companies managing multiple launches or limited internal bandwidth, a manufacturing partner that supports both processes under a controlled workflow can reduce handoff errors and speed the transition from bridge to production. That is where a service bureau such as Additive3D Asia can be useful, particularly when procurement teams want one source for process selection, quoting, quality control, and global fulfillment.
The best bridge production decision is the one that protects schedule without creating avoidable cost later. If you treat CNC and injection molding as tools for different stages of design certainty, the choice gets much clearer.