

A bracket with deep internal channels, a machined sealing face, and a tight delivery window will force the question quickly: CNC vs metal 3D printing. For engineering teams, this is rarely a debate about which technology is newer. It is a process selection problem tied to geometry, tolerance, cost, material performance, and how many parts you actually need.
The right answer depends on what the part must do and how repeatably it must be made. In many projects, one process is clearly better. In others, the most efficient route is a hybrid approach – printing the complex form and machining the critical interfaces afterward.
CNC vs metal 3D printing: the core difference
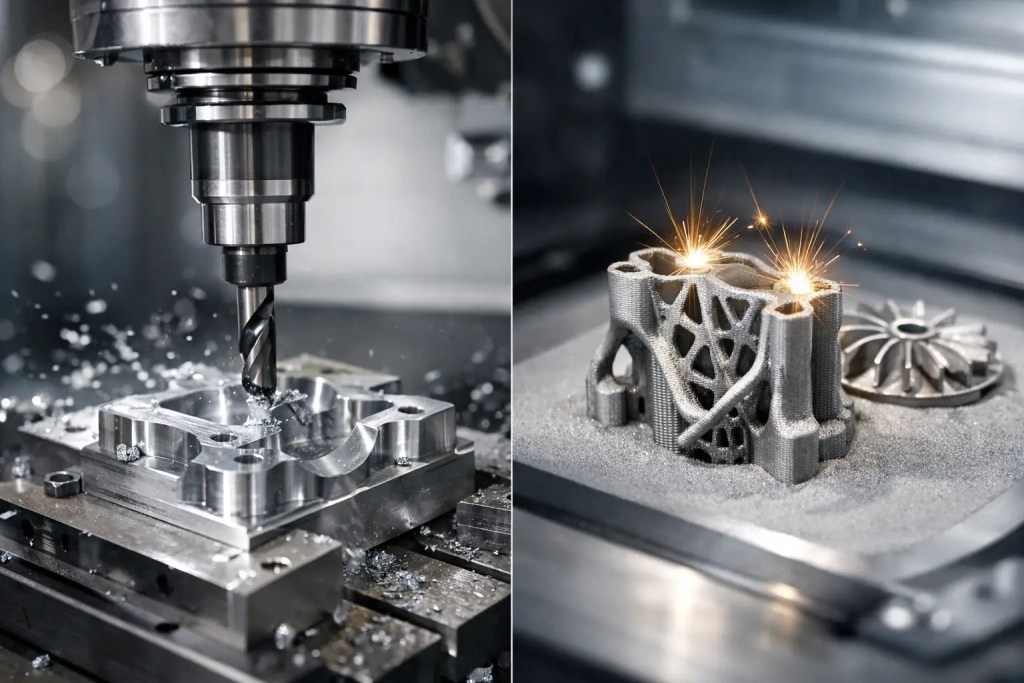
CNC machining is a subtractive process. Material is removed from billet or stock using controlled cutting tools. It is well suited to prismatic features, tight tolerances, predictable surface finishes, and established engineering workflows for production parts.
Metal 3D printing, typically via selective laser melting, is additive. Parts are built layer by layer from metal powder. That changes what is possible geometrically. Internal channels, lattice structures, part consolidation, and lightweight forms become practical in ways that conventional machining often cannot match.
This difference drives nearly every trade-off. CNC starts with material availability and tool access. Metal 3D printing starts with build constraints, thermal behavior, support strategy, and post-processing requirements.
When CNC machining is the better choice
If your part geometry is straightforward and your tolerances are demanding, CNC is usually the more efficient option. Flat faces, bores, threads, precision datums, and mating features are all natural fits for machining. If the part must drop into an assembly with minimal secondary work, CNC offers a more direct path.
Surface finish is another key factor. As-machined finishes are typically superior to as-printed metal surfaces, especially on functional sealing areas, sliding surfaces, and cosmetic faces. While printed parts can be finished afterward, that adds time and cost.
CNC also tends to make more economic sense for medium-volume runs of simple metal parts. Once toolpaths are proven and fixturing is stable, repeatability is strong and unit cost can be controlled. Procurement teams often favor this route when the design does not benefit from additive freedom.
Material choice can matter too. Machining has broad access to common engineering metals in standard forms, and those material properties are well understood. If your design depends on a conventional grade and there is no geometry advantage from additive, machining stays attractive.
When metal 3D printing is the better choice
Metal 3D printing earns its place when complexity is not optional. Internal cooling channels, organic load paths, topology-optimized components, and lightweight structures are where additive moves from interesting to operationally valuable.
A good example is part consolidation. If an assembly of six machined components can be redesigned into one printed part, the comparison changes. You are no longer measuring only machine time. You are removing fasteners, reducing assembly steps, cutting leak paths, and lowering supply chain complexity.
It is also a strong fit for low-volume production and high-value prototypes. If you need a functional metal part quickly without committing to tooling or complex setups, additive can reduce the time between design revision and physical validation. That matters for R&D teams trying to compress iteration cycles.
For industries where mass reduction improves performance, metal 3D printing can create designs that are lighter without giving up strength where it is needed. The value is not in printing for its own sake. The value is reaching a performance target that would be difficult or expensive to machine.
Cost is not just part price
Teams often compare CNC and metal additive using unit price alone. That is too narrow.
For CNC, cost is driven by material waste, machine time, tool changes, setup complexity, and whether multiple operations are required. A simple block-like part may be very cost-effective. A part with deep cavities, difficult tool access, or extensive custom fixturing may not be.
For metal 3D printing, cost depends on build volume usage, orientation, support structures, print time, powder handling, stress relief, support removal, and any secondary machining. Small geometric changes can shift the economics significantly.
The better question is total manufacturing cost across the project. If a printed part eliminates an assembly, shortens development time, or improves product performance, a higher quoted unit price may still be the better decision. If the design is simple and quantity is rising, machining often wins.
Tolerances, surface finish, and quality control
This is where expectations need to stay realistic. CNC machining generally provides tighter tolerances and more consistent surface finish directly off the machine. For precision interfaces, bearing seats, threaded ports, and gasket surfaces, CNC is often the baseline process.
Metal 3D printing can achieve excellent functional results, but critical surfaces usually need secondary finishing. That is not a weakness so much as a normal production route. Many industrial metal additive parts are designed with machining allowance on selected features for this reason.
Quality control also differs in emphasis. CNC workflows focus heavily on dimensional verification against known setups and toolpaths. Metal additive requires additional control over build parameters, orientation, thermal distortion, support strategy, powder management, and post-build processing. This is why standardized workflows and certified quality systems matter. In an ISO 9001:2015 environment, the process is not treated as experimental. It is controlled, documented, and repeatable.
Design constraints engineers should account for
Neither process is universally flexible.
CNC is constrained by tool access, minimum internal radii, reach, workholding, and the practical sequence of operations. If a cutting tool cannot reach a feature, the feature must be redesigned, split into multiple parts, or produced another way.
Metal 3D printing is constrained by build size, support requirements, overhang behavior, residual stress, and the need to remove trapped powder from enclosed spaces. A geometry that looks ideal in CAD may still require redesign for printability and post-processing.
This is why manufacturability feedback early in quoting is valuable. Small design changes – adding drainage access, adjusting wall thickness, opening tool access, or identifying surfaces for finish machining – can improve yield and reduce delays.
Lead time depends on where the complexity sits
There is no universal rule that one process is always faster.
If the part is simple, CNC machining is often quicker from release to shipment. The workflow is mature, post-processing is minimal, and dimensional finishing is built into the process.
If the part is highly complex, metal 3D printing can reduce lead time because complexity does not scale the same way. Internal features and consolidated forms may add little design burden compared with the multiple setups and assembly steps they would require in conventional manufacturing.
What matters is the full route, not the printing or cutting step alone. A printed metal part that needs heat treatment, support removal, and finish machining may still be the fastest option overall. A simple machined part from standard stock may be faster by a wide margin.
The hybrid model is often the best answer
For many industrial parts, CNC vs metal 3D printing is the wrong framing. The better answer is CNC and metal 3D printing.
This is common in manifolds, tooling inserts, brackets, and custom fixtures. Additive is used for the complex geometry – conformal channels, lightweight structures, or consolidated forms. CNC is then used on the critical faces, holes, threads, and tolerance-sensitive features.
That hybrid route aligns with how production teams actually buy manufacturing capacity. They are not trying to prove loyalty to one process. They are trying to get a part that performs, arrives on time, and passes inspection.
A manufacturing partner with both capabilities can shorten that decision cycle. Instead of redesigning around one vendor’s limitations, the process can be selected around the part’s real requirements. That is particularly useful when projects move from prototype to short-run production and then into a more conventional manufacturing route later.
How to decide faster
Start with five questions. Does the design require internal geometry or part consolidation that machining cannot easily achieve? Are there critical tolerances or finishes that make machining essential? What is the expected quantity now, and what will it be in six months? Is speed to first article more valuable than lowest unit cost? And can the part be redesigned to take advantage of either process rather than forcing an inefficient build?
If geometry is simple, tolerances are tight, and demand is stable, CNC is usually the safer production choice. If geometry is complex, volume is low, and performance improves through design freedom, metal additive has a clear advantage. If the answer is mixed, use both.
At that point, the real requirement is not a machine. It is a controlled production workflow. A provider such as Additive3D Asia, with in-house additive and conventional manufacturing under ISO 9001:2015 processes, can help teams move from CAD to finished parts without splitting the job across multiple vendors.
The best process is the one that reduces engineering compromise. Choose the route that gives your part the geometry it needs, the tolerances it must hold, and the delivery confidence your program cannot afford to lose.