

If you are choosing between MJF vs SLS nylon for a functional part, the wrong decision usually shows up after the quote is approved – in finish quality, fit, throughput, or downstream assembly time. Both processes build strong nylon parts without support structures, and both are proven for prototypes and short-run production. The real question is not which one is better in general. It is which one fits your geometry, performance target, finish expectation, and production plan with the least risk.
MJF vs SLS nylon at a glance
MJF and SLS are both powder bed fusion processes used to manufacture durable polymer parts, typically in PA12 or PA11. They are often grouped together because they solve similar problems: low-volume production, complex geometries, internal channels, snap fits, housings, fixtures, and parts that would be difficult or expensive to machine.
Where they differ is in how energy is applied to the powder bed and what that means for consistency, surface appearance, feature definition, and throughput. MJF uses fusing and detailing agents with infrared energy to define and fuse each layer. SLS uses a laser to selectively sinter powder. That process difference affects the part in ways engineers notice quickly, especially when tolerance stack-up, cosmetics, or quantity starts to matter.
How the two processes behave in production
MJF is often chosen for throughput and consistency
MJF is well suited to production-style workflows where repeatability matters as much as material performance. It typically delivers more uniform part properties across the build and a more consistent surface appearance from part to part. For teams moving from prototype approval to repeat orders, that consistency reduces variation in inspection, finishing, and assembly.
Another advantage is speed at scale. Because MJF processes a full layer with agents and infrared exposure rather than tracing each geometry only with a laser path, it can be efficient for nested builds with many parts. If a procurement team is managing recurring batches of housings, brackets, or jigs, that matters.
SLS remains highly capable for complex nylon parts
SLS has been an industrial standard for years, and for good reason. It handles complex geometries well, supports a broad range of nylon applications, and is trusted for functional prototypes and end-use parts. For many mechanical parts, SLS delivers the strength and design freedom engineers expect from powder bed polymer printing.
SLS can also be a practical choice where geometry, material preference, or supplier availability align better with that process. In other words, MJF is not automatically the default. A capable SLS workflow still performs well for many production and development programs.
Surface finish and appearance
For many buyers, surface finish is where MJF vs SLS nylon becomes easier to separate.
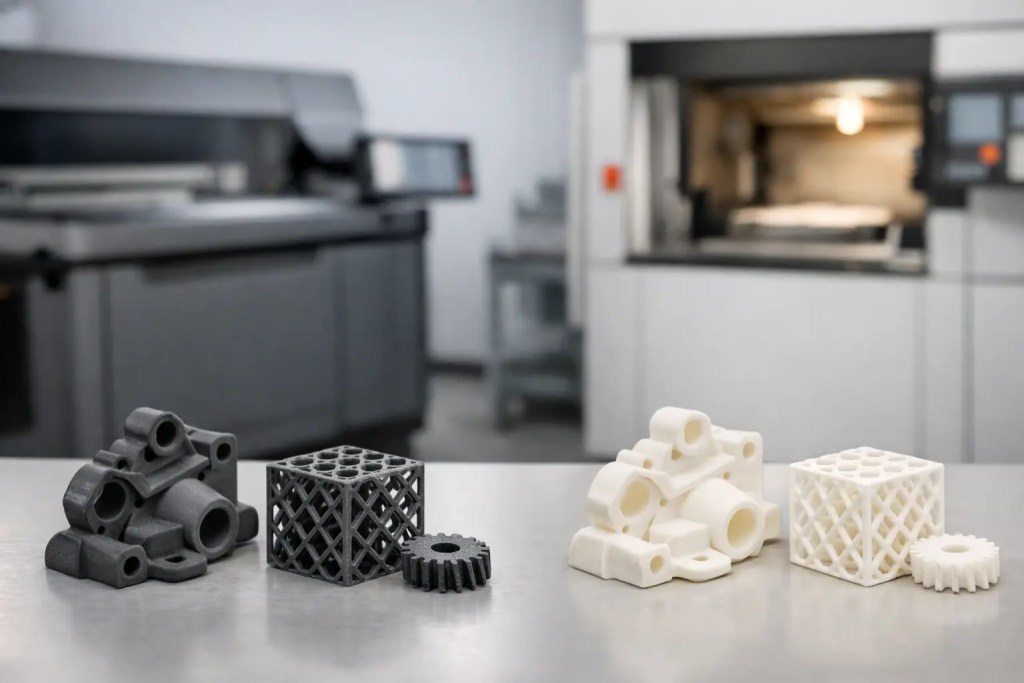
MJF parts usually have a more uniform, finer-looking surface right out of the machine. They are commonly dark gray in their standard appearance and tend to look more production-ready before any secondary finishing. That can be useful for enclosures, consumer-facing internal components, or fixtures where a cleaner as-printed finish reduces manual post-processing.
SLS parts typically have a slightly grainier, more powdery surface feel. That does not mean poor quality. It means the part may need more attention if cosmetic consistency matters. For hidden functional parts, this may be irrelevant. For customer-facing hardware, assembly mockups, or products that will be dyed, painted, or vapor-finished, it should be considered early.
Small details can also read differently. Text, shallow embossing, and edge sharpness may appear cleaner on MJF, depending on geometry and build strategy. But if the feature is extremely fine, design rules still matter more than process marketing. No powder bed process will rescue an under-designed thin wall or unreadable micro-text.
Mechanical properties and durability
Both technologies produce nylon parts suitable for real mechanical use. PA12 remains a common choice because it balances stiffness, toughness, dimensional stability, and chemical resistance. PA11 may be selected when greater ductility or impact resistance is needed.
In practice, both MJF and SLS nylon are strong enough for housings, clips, brackets, covers, guides, and fixture components. The better process depends on what kind of loading the part will see and how closely you need part-to-part consistency controlled.
MJF parts are often preferred when teams want dependable mechanical performance across repeated orders. SLS parts also perform well, but actual behavior depends on the machine, settings, powder refresh strategy, and process control. That is why production buyers should evaluate not just the technology label, but the supplier’s quality system, inspection discipline, and material handling standards.
If the part is load-bearing, exposed to repeated flexing, or used in an assembly with tight functional expectations, a process recommendation should be tied to the application, not just the raw material name.
Accuracy, tolerances, and fit
Neither process should be treated like CNC machining when it comes to precision. Both can achieve strong dimensional results for polymer additive manufacturing, but tolerance expectations need to reflect build orientation, feature type, wall thickness, and thermal behavior.
For mating parts, snap features, and hardware interfaces, MJF often has an edge in consistency across batches. That can simplify design validation and lower the amount of fit adjustment between prototype and low-volume production. SLS can also achieve accurate functional parts, but variation may become more visible on parts with long flat surfaces, thin sections, or demanding fit conditions if the design is not tuned for the process.
The right approach is to define critical dimensions clearly, identify post-machined features if needed, and use process-aware design allowances. Engineers who do that usually get better results from either technology than teams trying to force nominal CAD dimensions directly into a no-compromise tolerance stack.
Cost and lead time
Cost is rarely just machine time. It includes nesting efficiency, post-processing labor, reject risk, finishing requirements, and how many iterations the part will need before release.
MJF can be cost-effective for medium batches because of its throughput and consistency. If you are ordering multiple units or repeating a validated design, the economics often improve quickly. A cleaner as-printed finish can also reduce post-processing time.
SLS can remain competitive for one-off functional parts or applications where the process is already well matched to the geometry and supplier workflow. In some cases, the better pricing option depends more on the service bureau’s installed capacity and production scheduling than on the process itself.
Lead time should be evaluated the same way. A technically faster process does not help if the provider has a queue, limited finishing capacity, or weak production controls. For procurement teams, reliable delivery dates matter more than nominal machine speed.
When to choose MJF nylon
MJF is often the better fit when you need repeatable production quality, more consistent surface appearance, and dependable turnaround for batches of functional parts. It is especially effective for housings, jigs, fixtures, lattice-enabled components, and end-use polymer parts where visual consistency and stable mechanical performance matter.
It also makes sense when you expect the project to move from prototype into short-run production. That transition is smoother when the process can support both development speed and repeat ordering without changing the part strategy too much.
When SLS nylon makes more sense
SLS is a strong option when you need durable nylon parts, design freedom, and proven industrial performance, especially if the geometry is already developed around SLS design rules or the supplier has mature process control in place. It can be the right answer for functional prototypes, engineering validation parts, and lower-volume builds where cosmetic refinement is secondary to mechanical testing and design verification.
If your team has prior SLS validation data or existing part approvals tied to that process, staying with SLS may also reduce qualification work.
The better question is not MJF or SLS – it is part intent
Too many buying decisions reduce MJF vs SLS nylon to a simple checklist item. That is not how production risk works. A test enclosure, a robot gripper, and a medical device fixture may all be made from PA12, but they do not share the same priorities. One may need cosmetic uniformity, another impact resistance, and another strict dimensional repeatability.
That is why process selection should start with part intent: what the part does, what it touches, how often it will be reordered, and what failure would cost. From there, geometry, material, finish, tolerance strategy, and lead time become easier to align.
An ISO-controlled manufacturing workflow matters here because the process alone does not guarantee outcomes. Material traceability, machine calibration, finishing discipline, and inspection practices are what turn a capable technology into a dependable supply route. For engineering teams that need fewer surprises between CAD release and delivered parts, that difference is substantial.
If you are evaluating MJF vs SLS nylon for an active program, the fastest path is usually to review the CAD, define the critical features, and match the process to the actual use case rather than the headline spec. That is where a manufacturing partner earns its value – not by offering every process, but by steering the part toward the one that performs reliably when production starts.